Potential of Induction Inline-melting
Technology of Mineral Raw Materials in Recycling of Dusty, Powdery and Sludge Waste
Authors:
Katharina Grass, Victor Bartashov
IB
Engineering GmbH, Vienna, Austria
12.09.2021
Introduction:
Target Setting and Possible Solutions
Companies
of different industries face the same issues while recycling dusty, powdery and
sludge waste:
·
high
costs for transport and landfilling,
·
strict
environmental standards for waste disposal and, as a result, a failure to
dispose of waste in its original form,
·
loss
of profit from metals recovered from waste.
Such
industries are, among others:
·
recycling
of zinc-containing filter dust from the steel industry,
·
recycling
of lithium-ion batteries,
·
recycling
of sludge from municipal sewage treatment plants,
·
recycling
of fly ash from waste incineration plants.
The list
could be continued.
In some
cases, the solution comes with reducing of waste volume and compliance with
environmental standards for disposal. In other cases, there is also a
possibility of making additional profit by recovering valuable metals.
1. Vitrification / Waste Inertization
(IBEwi)
In cases where the recovery of certain metals is
not economically justified, but strict environmental requirements apply, the
waste can be converted into an optimal product for disposal by vitrification.
Vitrification /
Inertization is a method of immobilizing оf toxic
substances (such
as heavy metals) by enclosing them in a stable matrix (e.g. in a silicate
matrix). Vitrification prevents harmful components from leaching out over time.
Consider an example of the immobilization of
toxic substances through vitrification of fly ash from waste incineration. When
waste is burned in incinerators, fly ash containing a large amount of dangerous
chemical compounds, including heavy metals, emerges. Some heavy metals are
volatile at higher temperatures (e.g. Hg, Cd, Pb). Due to their volatility,
these metals accumulate on fly ash in the form of water-soluble salts.
Landfilling of these ashes without pre-treatment would lead to soil and
groundwater contamination. A widely used method of cementing fly ash before
disposal reduces the immediate release of heavy metals and other toxic
substances into the soil but does not completely prevent it. These substances
enter the environment through gradual leaching. In the long run, cement is not
a reliable material for binding dangerous chemicals and heavy metals. Vitrification
is not only a reliable method to prevent toxic substances from leaching out,
but also allows to significantly (!) reduce the volume of waste. As a result,
the waste requires significantly less landfill space. The costs of landfill
disposal are reduced accordingly.
The vitrification process IBEwi patented
by our company takes place in the following sequence (example of fly ash):
The fly ash is first melted in an IBE inline induction
melting furnace. Melting is possible both in pure form and with the addition of
glass-forming components such as sand, sodium, etc. The melt leaking from the
opening of melting furnace undergoes dry
granulation. The resulting vitrified product (granulate) is chemically stable
and prevents a leaching of heavy metals.
Obtaining a glassy product (granulate) in some
cases is economically justified even for the purpose of reducing the waste
volume. An example hereof are companies that continuously use mineral wool
products but not produce mineral wool themselves (e.g. use of mineral wool for
hydroponic systems). After processing mineral wool waste to granules, its volume is reduced by 100 times, which significantly
lessens disposal costs.
2. Recovery of Metals
2.1. When Is It Profitable?
Theoretically, the recovery of metals is
possible in most cases of disposal of metal-containing dusty waste. For
example, it is basically possible to separate metals from
fly ash during waste incineration (see above), but the criterion for such an
operation is the expediency and profitability of this process. In this case,
the production of metals from fly ash is uneconomical due to different,
constantly changing composition of the burnt waste.
With a known composition of waste, the process
of obtaining metals from waste can be beneficial, if the prices for the resulting
chemical element are high enough. Many chemical elements are found in nature in
limited quantities. Thus, their prices, even with stable demand, will continue
to grow in the future. An increase in prices is also possible with an
increasing demand for a particular raw material in connection with the
development of a particular industrial sector. Thus, nickel prices are
increasing due to the growing demand for this metal on the part of manufacturers of lithium-ion batteries [1].

Fig. 1: Demand
for nickel, t / year
Source: Buchert M., Sutter J.: Stand und
Perspektiven des Recyclings von Lithium-Ionen-Batterien aus der
Elektromobilität. (Current status and prospects for recycling
lithium-ion batteries from electric vehicles)
Similar
trends are observed with lithium and cobalt. The graphs show the projected
demand for cobalt and lithium feedstocks through 2050.

Fig. 2:
Demand for cobalt, t / year
Source: Buchert M., Sutter J.: Stand und
Perspektiven des Recyclings von Lithium-Ionen-Batterien aus der
Elektromobilität. (Current status and prospects for recycling
lithium-ion batteries from electric vehicles)

Fig. 3:
Demand for lithium, t / year
Source: Buchert M., Sutter J.: Stand und Perspektiven
des Recyclings von Lithium-Ionen-Batterien aus der Elektromobilität. (Current
status and prospects for recycling lithium-ion batteries from electric
vehicles)
Another
valuable metal, the price of which has recently been steadily growing, is zinc.
In 2020, zinc reserves fell to their lowest level in the last 11 years. Back in
2013, the reserves of this metal at the LME[1]
reached 1.2 million t; gradually decreasing, they reached 256 thousand t in the
1st quarter of 2021 [2].
2.2. Metal Recovery Process of Company IB Engineering (IBEmr)
The
principle behind all IBE metal recovery technologies is basically the same and
includes:
·
high-temperature smelting of waste in an IBE inline induction
melting furnace,
·
separation
of the liquid metal phase from the phase of mineral melt,
·
evaporation
of metals, followed by rapid cooling, condensation and product collecting in
filters (Fig. 4).
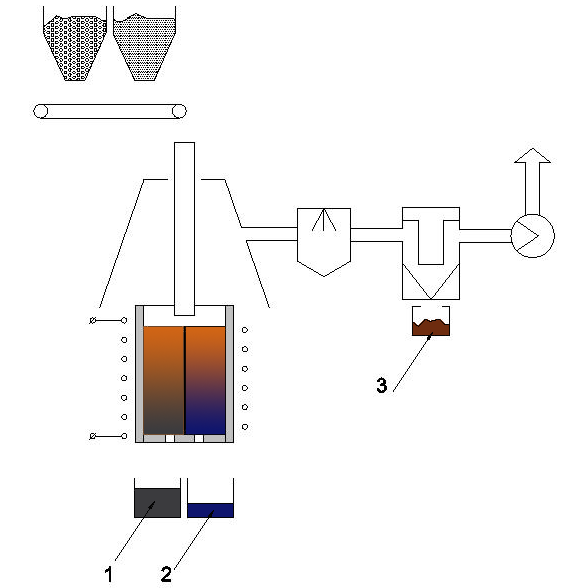
1. mineral meltà slag 2. liquid metal phase 3. metal-containing filtrate.
Fig. 4: IBEmr: IBE technology used for metal recovery from
metal-containing waste
Slag can be
used, for example, in road construction, and profit could be made from obtained
metals.
2.3.
Examples of Metal Recovery from Industrial Waste
Some
examples of applications, where valuable metals can be recovered from dusty and
powdery industrial waste, are given below.
Utilization of zinc-containing filter dust of
metallurgical plants
Around 30% of global steel production were
achieved by melting steel scrap in an electric arc furnace (EAF). For every ton
of molten scrap, 15 to 22 kg of dust is generated, which is collected in
filters. This means that about 8.5 million tons of filter dust are produced
annually, containing 1.7 million t of zinc. Only around 45% of this dust worldwide
are recycled, and the rest is deposited in landfills. [3]
Currently, one of the most common methods of
recovering zinc from metallurgical EAF dust is the Waelz process (method of
recovering zinc from EAF dust in a rotary kiln). The disadvantages of the Waelz
process are: pelletizing with consumption of
slag formers, high fuel consumption, difficulties with temperature control; the Zn content in the dust must be at least
20%; iron and up to 5% zinc are lost
with slag.
IB Engineering offers an innovative
technological solution that corresponds to the above principle (Fig. 4):
Firstly, the metallurgical filter dust is
heated in an IBE induction melting furnace with the addition of a reducing
agent (e. g. carbon, in the form of broken coke). The reduced zinc vapor (at
oven temperature >950°C) is passing through the oxidation zone and cooling
zone and is collected as oxide in the filter. The slag is collected in a
container provided for this purpose and can be easily disposed of or used (e.
g. in road construction).
Recycling of lithium-ion batteries
On the one hand, storage and disposal of used
lithium-ion electric vehicle batteries entail a high risk of environmental
pollution and potential danger to human health due to the release of toxic
elements and gases. On the other hand, lithium-ion batteries are a valuable
resource, when properly recycled. For
example, a lithium-ion battery with a capacity of 50 kW*h, suitable for a range
of 250 to 300 km, contains about 10 kg of manganese, 11 kg of cobalt, 32 kg of
nickel and slightly more than 6 kg of lithium [4].
Currently, recycling lithium batteries in order
to recover valuable metals does not pay off for all the metals they contain.
Lithium, for example, is not economically recyclable. It is possible to extract
it from old lithium-ion batteries to save raw materials, but today it is
uneconomical [5]. According to experts' forecasts, the demand for lithium will
increase in the near future, and by 2050 it will already amount to more than
1,000,000 t/y (Fig. 3). This is primarily due to an increase in the future
production of electric vehicles.
The principle of the process is shown in the
diagram (Fig. 4) and described above. It is also applicable to the recycling of
lithium-ion vehicle batteries and the separation of valuable metals from them.
In this case, the preliminary stages of discharging, dismantling, mechanical
crushing and fraction separation take place before pyrometallurgical methods
are used.
3. Potential of Inline Induction Melting
in Recycling of Pulverized and Powdery Waste
Summarizing the above examples, it should be
noted that one of the important components of the IBE technological cycle is induction
melting. This applies to both the vitrification of waste and to more complex
process of recovering valuable metals from waste.
Melting of waste in the IBE technological cycle
takes place in a specially designed and patented induction furnace.
The
benefits of melting in an IBE inline induction furnace:
·
working
temperature up to 2500°С,
·
inline
process, i.e. continuous movement of charge through
tunnel from the starting material to the finished product,
·
the
ability to melt a wide range of material fractions from 0 to 10 mm,
·
the
possibility of obtaining three phases: two liquid phases (metallic and silicate
mineral phase) and a gaseous phase, which, being condensed, is captured in
filters.
In
addition, the IBE Inline induction furnace demonstrates the following
characteristics and potentials:
·
efficiency
>90%,
·
uniformity
of the melt temperature,
·
flexibility
(quick power on/off),
·
full
automation of the melting process; temperature control,
·
high
safety and comfortable working conditions for staff,
·
absence
of CO2 emissions.
For more
information, please visit our website https://www.ibe.at/en/
or contact us directly.
References:
[1] https://www.metalinfo.ru/ru/news/122016
[2] https://www.metalinfo.ru/ru/news/126391
[3] Curtis
S.: Sustainability in Action: Recovery of Zink from EAF Dust in the Steel
Industry, 2015 Intergalva Conference, Liverpool, England, 9th June 2015, http://www.icz.org.br/upfiles/arquivos/apresentacoes/intergalva-2015/5-2-Stewart.pdf
[4] https://www.jubatec.eu/recycling-von-lithium-ionen-akkus/
[5] https://futurezone.at/science/so-aufwendig-werden-alte-lithium-ionen-akkus-recycelt/401131764